欢迎访问包头宝华钢构有限公司网站!
 在线留言
在线留言
宝华钢构·已形成完善的钢结构工程建设体系
-
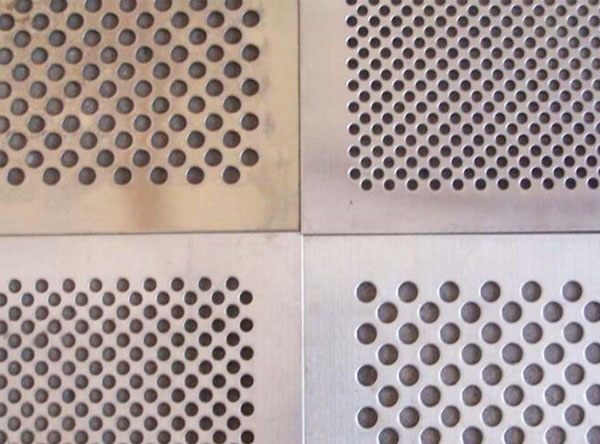
 钢结构加工
钢结构加工
-
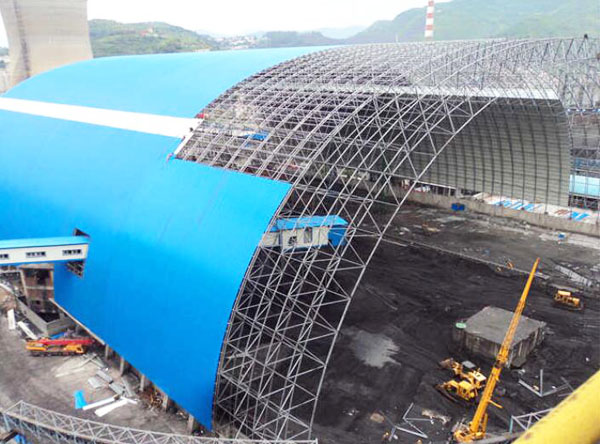
 钢结构厂房
钢结构厂房
-
 钢结构建筑
钢结构建筑
-
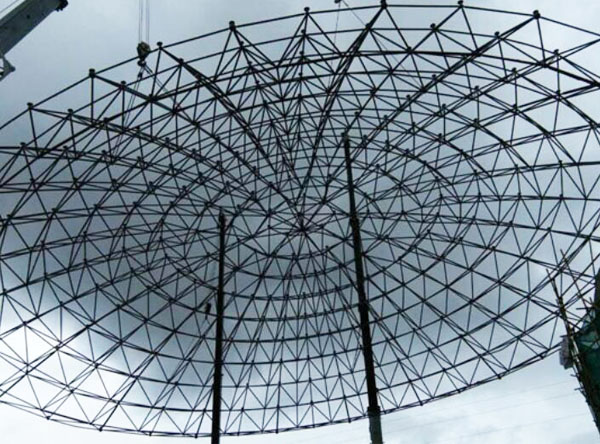
 钢结构网架
钢结构网架

欢迎访问包头宝华钢构有限公司网站!
钢结构加工
钢结构厂房
钢结构建筑
钢结构网架





公司厂房占地面积2000多平方
公司现有职工20多人
30多种钢结构设备
用心服务每位客户
加工制造钢结构异形件、地脚拉条、剪板折弯冲孔等业务



已形成完善的钢结构工程建设体系







 01
01
作为从事钢结构行业多年的钢结构建筑企业,目前生产规模较大、装备精良、管理规范、制造工艺完善,检测手段齐全,拥有一支高素质、高技能的工作队伍。
 02
02
公司致力于钢结构加工、钢结构厂房、钢结构建筑、钢结构网架、轻钢结构的规划设计及施工安装。加工制造钢结构异形件、地脚拉条、剪板折弯冲孔等业务。同时提供一系列的配套服务,已形成完善的钢结构工程建设体系。
 03
03
可定制加工,满足客户不同需求,公司注重技术进步和产品开发,更注重追求产品的内在品质与外观质量的完善结合,使产品更加好。
 04
04
公司坚持以质为本,以诚待人,以信取胜的经营理念,坚信明天会创造新的经典。


预约咨询

方案设计

签订合同

加工生产

成品检测

安装施工

工程验收

跟踪维护


包头宝华钢构有限公司坐落于内蒙古自治区包头市110国道华蒙物流园区,地处呼包鄂经济圈,交通便利。公司致力于钢结构加工、钢结构厂房、钢结构建筑、钢结构网架、轻钢结构的规划设计及施工安装。加工制造钢结构异形件、地脚拉条、剪板折弯冲孔等业务。同时提供一系列配套服务,已形成完善的钢结构工程建设体系。作为已从事钢结构行业多年的钢结构建筑企业,目前生产规模较大、装备精良、管理规范、制造工艺完善,检测手段齐全,拥有一支高素质、高技能的工作队伍,从而确保为每一位客户提供用心的服务。




我们知道包头钢结构加工是一个重要的环节,其中它的冷却是不可忽视的,因为它可以使产品在后期使用更加牢固稳定,延长其使用寿命。但是有些人冷却的时候不注意温度,导致效果不好。
2024-04-17包头钢结构加工水平支撑花篮螺栓位置布置合理,不要太偏离主梁,应考虑安装方便。否则,工人需要探出身体拧紧花篮螺栓或使用梯子,或在檩条安装后爬上檩条拧紧花篮螺栓,这非常不安全。此外,还应考虑角支撑的布置位置,不要在水平支撑的布置中与角支撑作斗争。
2024-04-15包头钢结构加工屋面板在施工和使用时需要连接。有时,由于使用环境或具体情况的差异,我们会选择不同的连接方式。
2024-01-25包头钢结构加工走廊框架是一种常见的结构构件,主要起到支撑和避免物体倾倒的作用。它通常由柱、梁、板、腹杆、梁、柱、斜杆、支架、柱、接缝等组成。它是一种具有复杂机械结构的结构构件。
2024-01-21 ![]()
 蒙公网安备 15029002000340号 蒙ICP备2022001183号-1 包头宝华钢构有限公司 网站地图 Copyright © www.btbdgg.com All rights reserved
蒙公网安备 15029002000340号 蒙ICP备2022001183号-1 包头宝华钢构有限公司 网站地图 Copyright © www.btbdgg.com All rights reserved
热门搜索:包头钢结构加工,包头轻钢结构,内蒙古钢结构,钢结构工程 主营区域:内蒙古,包头,呼和浩特,呼市,鄂尔多斯,东胜,乌兰察布,集宁,巴彦淖尔,临河
版权声明:本网站所刊内容未经本网站及作者本人许可,不得下载、转载或建立镜像等,违者本网站将追究其法律责任。
本网站所用文字图片部分来源于公共网络或者素材网站,凡图文未署名者均为原始状况,但作者发现后可告知认领,我们仍会及时署名或依照作者本人意愿处理,如未及时联系本站,本网站不承担任何责任。
 微信号:15848822666
微信号:15848822666
















































 网站首页
网站首页
 产品服务
产品服务
 添加微信
添加微信
 联系电话
联系电话